








逐点比较法圆弧插补的原理和过程
作者:管理员 发布于:2015-09-06 14:42:31
摘要:逐点比较法圆弧插补的原理和过程
逐点比较法圆弧插补过程与直线插补过程类似,每进给一步也都要完成四个工作节拍:偏差判别、坐标进给、偏差计算、终点判别。但是,逐点比较法圆弧插补以加工点距圆心的距离大于还是小于圆弧半径来作为偏差判别的依据。如图1所示的圆弧AB,其圆心位于原点O(0,0),半径为R,令加工点的坐标为P(xi,yj),则逐点比较法圆弧插补的偏差判别函数为:
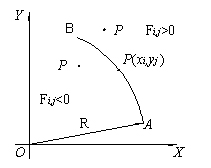
图1 圆弧插补原理
当F=0时,加工点在圆弧上;当F>0时,加工点在圆弧外;当F<0时,加工点在圆弧内。同插补直线时一样,将Fi,j=0同Fi,j>0归于一类。
下面以第一象限圆弧为例,分别介绍顺时针圆弧和逆时针圆弧插补时的偏差计算和坐标进给情况。
1.插补第一象限逆圆弧
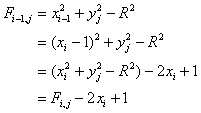
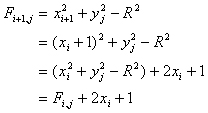
1)当Fi,j≥0时,加工点P(xi,yj)在圆弧上或圆弧外,-X方向进给一个脉冲当量,即向趋近圆弧的圆内方向进给,到达新的加工点Pi-1,j,此时xi-1=xi-1,则新加工点Pi-1,j的偏差判别函数Fi-1,j为:
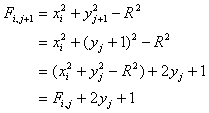
2)当Fi,j<0时,加工点P(xi,yj)在圆弧内,+Y方向进给一个脉冲当量,即向趋近圆弧的圆外方向进给,到达新的加工点Pi,j+1,此时yj+1=yj+1,则新加工点Pi,j+1的偏差判别函数Fi,j+1为:
2.插补第一象限顺圆弧
1)当Fi,j≥0时,加工点P(xi,yj)在圆弧上或圆弧外,-Y方向进给一个脉冲当量,即向趋近圆弧的圆内方向进给,到达新的加工点Pi,,j-1,此时yj-1=yj-1,则新加工点Pi,j-1的偏差判别函数Fi,j-1为:
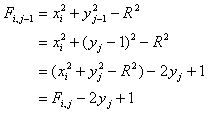
2)当Fi,j<0时,加工点P(xi,yj)在圆弧内,+X方向进给一个脉冲当量,即向趋近圆弧的圆外方向进给,到达新的加工点Pi+1,j,此时xi+1=xi+1,则新加工点Pi+1,j的偏差判别函数为Fi+1,j
由以上分析可知,新加工点的偏差是由前一个加工点的偏差Fi,j及前一点的坐标值xi、yj递推出来的,如果按前面的四个公式计算偏差,则计算大为简化。需要注意的是xi、yj的值在插补过程中是变化的,这一点与直线插补不同。
与直线插补一样,除偏差计算外,还要进行终点判别。圆弧插补的终点判别可采用与直线插补相同的方法,通常,通过判别插补或进给的总步数及分别判别各坐标轴的进给步数来实现。
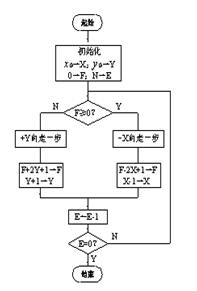
图2 逐点比较法第一象限逆圆弧插补流程图
需要了解产品具体参数或相关技术问题等,可直接与QQ:67336830或TEL:18971190302 刘工联系。
运动控制专业服务商将为您提供各类运动控制自动化相关系统、完善的售后服务以及专业的技术支持。
图1 圆弧插补原理
当F=0时,加工点在圆弧上;当F>0时,加工点在圆弧外;当F<0时,加工点在圆弧内。同插补直线时一样,将Fi,j=0同Fi,j>0归于一类。
下面以第一象限圆弧为例,分别介绍顺时针圆弧和逆时针圆弧插补时的偏差计算和坐标进给情况。
1.插补第一象限逆圆弧
1)当Fi,j≥0时,加工点P(xi,yj)在圆弧上或圆弧外,-X方向进给一个脉冲当量,即向趋近圆弧的圆内方向进给,到达新的加工点Pi-1,j,此时xi-1=xi-1,则新加工点Pi-1,j的偏差判别函数Fi-1,j为:
2)当Fi,j<0时,加工点P(xi,yj)在圆弧内,+Y方向进给一个脉冲当量,即向趋近圆弧的圆外方向进给,到达新的加工点Pi,j+1,此时yj+1=yj+1,则新加工点Pi,j+1的偏差判别函数Fi,j+1为:
2.插补第一象限顺圆弧
1)当Fi,j≥0时,加工点P(xi,yj)在圆弧上或圆弧外,-Y方向进给一个脉冲当量,即向趋近圆弧的圆内方向进给,到达新的加工点Pi,,j-1,此时yj-1=yj-1,则新加工点Pi,j-1的偏差判别函数Fi,j-1为:
2)当Fi,j<0时,加工点P(xi,yj)在圆弧内,+X方向进给一个脉冲当量,即向趋近圆弧的圆外方向进给,到达新的加工点Pi+1,j,此时xi+1=xi+1,则新加工点Pi+1,j的偏差判别函数为Fi+1,j
由以上分析可知,新加工点的偏差是由前一个加工点的偏差Fi,j及前一点的坐标值xi、yj递推出来的,如果按前面的四个公式计算偏差,则计算大为简化。需要注意的是xi、yj的值在插补过程中是变化的,这一点与直线插补不同。
与直线插补一样,除偏差计算外,还要进行终点判别。圆弧插补的终点判别可采用与直线插补相同的方法,通常,通过判别插补或进给的总步数及分别判别各坐标轴的进给步数来实现。
图2 逐点比较法第一象限逆圆弧插补流程图
需要了解产品具体参数或相关技术问题等,可直接与QQ:67336830或TEL:18971190302 刘工联系。
运动控制专业服务商将为您提供各类运动控制自动化相关系统、完善的售后服务以及专业的技术支持。
